
News
در صنعت پیشرفته امروز دیگر به روش گرم کردن کوره و چکش زدن فلزات را بهم متصل نمیکنند، بلکه امروزه این فعالیت بنام جوشکاری نام گرفته و خود یک فرآیند پیشرفته محسوب میشود و به عنوان یک علم در حوزۀ وسیعی از تحولات و فرآیندها مورد استفاده بشر قرار میگیرد. و برای خود یک تعریف جداگانه دارد که عبارت از یک فرآیند متالوژیکی که در آن اتصالی از نوع دائم، بواسطۀ پیوندهای پایدار بین اتمی، میان دو یا چند سطح مختلف انجام میشود. البته شناخت جوشکاری در قرن نوزدهم بوده ولی با شناخت بالفعل بشر برای ساخت و ساز فلزات یکباره رشد قابل توجهی گرفت و در قطعات بسیار ظریف الکترونیکی که لحیمکاری است تا در سازههای عظیم فلزی جوشکاری قوس الکتریکی رایج شد. هر چند در این راستا تجهیزات مکانیزه و نیمه مکانیزه زیادی برای جوشکاری سبب آزادی قشر وسیعی از نیروی انسانی و نیز صرفهجویی اقتصادی شده است ولی موجبات ترقی ممالک صنعتی به لحاظ دقت و کیفیت را فراهم نموده و انواع جدید سازهها و طرحهای مدرن، مشتمل بر استفادۀ وسیعی از فلزات کمیاب و نسوز یا دیر گداز نظیر مولیبدن، تنگستن، تانتال و زیرکونیم میباشد.
در عین حال با تمام صفحات بارز این فلزات وقتی به شرایط بحرانی فشار و حرارت بالا برمیخوریم این فلزات دیگر جوابگوی نیازها نخواهند بود، در این هنگام علم آلیاژ به کمک میآید و در این میان متخصصان جوشکاری با مسایل فراوانی روبرو هستند. که از جمله آن خلق انواع جدید فرآیندهای مورد استفاده در جوش آلیاژ و نیز طراحی تجهیزات مورد نیاز است.
جدا از این مسئله که نقطه جوش فلزات آلیاژی بالاست، میل شدید ترکیب آنها در دماهای بالا از مسائل جدی در امر جوشکاری به شمار میآید، لذا بسیاری از متدهای جوشکاری نظیر قوس الکتریکی با الکترود دستی و ایجاد حوضچۀ مذاب دیگر جوابگو نخواهد بود. پس اصولاً در این موارد از متدهای مخصوص استفاده میشود و یا برای یک زمان کوتاه تا درجه حرارت بسیار بالا بطور نقطهای تحریم و در یک حفظا (برای عدم دسترسی به هوای اتمسفر) با سرعت فراوان عمل جوشکاری انجام میشود. عمل حفاظت معمولاً توسط محفظههای هوای پر شده توسط گاز بیاثر صورت میگیرد، اما دستیابی به این گازها بسیار گران و مشکل است و وجهۀ اقتصادی ندارد و متدهایی برای غلبه بر مشکلات جوش الکترودی ابداع شده که اهم آنها عبارتند از:
1- استفاده از پرتو الکترونی Electron Beam
2- استفاده از پرتوهای همسان نورانی Conerent Light Beam
3- جوش نفوذی Diffusion Weling
4- جوشکاری سرد فلزات که از جمله: Cold Welding of Metals
(جوش مافوق، جوش اصطکاکی، جوش انفجاری یا جوش حالت جامد و ...)
با توجه به تعاریف فوق، عمل جوش در دو گروه ذیل تقسیم میشود:
الف- جوش ذوبی Fusien Welding
ب- جوش فشاری Pressur Welding
در روش فشاری، صفحات بوسیلۀ تغییر شکل پلاستیک بهم میچسبند، این عمل میتواند بوسیله یک فلز میانی یا خود دو فلز انجام میشودفلز تغییر فرم دائم توسط اعمال یک نیروی استاتیکی یا دینامیکی انجام میشود، در این حالت به ناحیه از فلز که پیوندهای بین اتمی ایجاد شده ناحیه پیوند میگویند. تغییر شکل در ناحیه جوش، غیر یکنواخت میباشد و به این علت لایه به لایه در ناحیه اتصال، فلزات روی هم میلغزند و جابجا میشوند.
گروه جوشکاری مکانیکی که شامل تمام فرآیندهای جوشکاری شامل (انرژی مکانیکی) میشوند که عبارتند از:
جوشکاری سرد، جوشکاری اصطکاکی، جوشکاری مافوق صوت، جوشکاری انفجاری و همچنین جوشکاری تخلیه که توانسته بسیاری از مشکلات اتصال را حل کند و مهمترین خصوصیات این متد با جوش ذوبی، امکان فرآیند اتصال در انواع فلزات غیر همجنس به فرم جامد میباشد که در جوش ذوبی کاملاً محال است.
در آهنگری و جوشکاری غلطکی قطعه کار همواره گرم میشود، گرمای موضعی هم برای جوشکاری فشاری و مقاومتی، القائی، گازی و نهایتاً در فرآیندهای جوشکاری ترمودینامیکی، سطوح اتصال هم میتواند ذوب شوند و نشوند ولی در فرآیند جوشکاری انفجاری، یکی از دو جزء با سرعت بسیار بالا توسط شارژ ماده انفجاری داخلی آن شتاب لازمه را میگیرد و با جزء دوم در زاویه کوچک تلاقی، فشرده شده و نتیجه این فشار سرعت بالای صفحات این است که جهت فلزی سبک از نقطه اتصال دفع میشود و یک لایه از سطح هر صفحه را که شامل آلودگی و اکسید هست را برمیدارد، که نهایتاً سطوح دست نخورده صفحات توسط فشار به شدت بالای حاصل از پیوند فلزی به یکدیگر میرسند، توسعه مشخصات ساختمان موجی بین جوشکاری به تشکیل جهت بستگی دارد.
اگر چه در اذهان انرژی انفجاری رعب آور و نابود کننده به نظر میرسد ولی با فراهم آوری محیط امان و مهارت در مهار آن باعث اتصال بینظیر دو پیوند فلز میگردد. بطورعمده جوشکاری انفجاری فرآینده جوشکاری پلاستیک حالت جامد است.
فرآیند جوشکاری ترکیبی، سطوح اجزاء به هم پیوسته با استفاده از گرما ذوب شده و پیوند توسط سرد شدن مجددفلزذوب شده درهردوسوی سطح تولید میشود، بکارگیری شدید گرما بطور مقایسهای بزرگتر از حجم فلز است، دمای مورد بحث بالا و شروع جامد شدن، مقداری مشکل متالوژیکی نظیر تغییر در ساختمان ریز؛ اکسیداسیون شیب گرمایی، فشارهای باقی مانده و تغییر شکل و غیره را بوجود میآورد.
فرآیندها بخصوص در قطعات دقیق با تلرانس خیلی کم، ارزشمند محسوب شده و همان پرداخت نهائی در حین جوشکاری حفظ میشود قطعه جوش داده شده در روشهای مذکور، عاری از هر گونه تنشهای داخلی بوده و نیاز به عملیات حرارتی و کار مکانیکی (پرداخت، فرم دهی و ...) نخواهد داشت.
همچنین در شرایطی که استفاده از پلیمرها به جای فلزات، بسیار مورد توجه است، میتوان بوسیلۀ این روشها (گازهای داغ، اشعه ماوراءبنفش، امواج مافوق صوت و ...) پلیمرها را جوش داد.
در جوشکاری پلاستیکی، کاربرد موضعی فشار با گرما یا بدون آن، سبب تغییر شکل پلاستیکی فلز میشود که به موجب آن و در نتیجه پیوند فلزی اتصال محکمی بین سطوح فلزی صاف ایجاد میشود. لایه اصلی مواد غیر فلزی در موقع خرد شدن سطح کاملاً فاقد خاصیت لوله شدن است و فقط بین دو سطح جوش محبوس باقی میماند.
فلزات مختلفی بطور متفاوت توسط این فاکتورها تأثیر میپذیرند، از شرایط قابلیت جوش خوردن در نوشتههای جوشکاری برای نشان دادن سهولت فلز در جوش خوردن استفاده میشود، مخصوصاً برای جوشکاری ترکیبی بنابراین خاصیت مطلوب جوش در کاربردهای ساختمانی است.
فواید:
جوش انفجاری دارای فواید زیادی نسبت به سایر فنهای جوشکاری متداول است که به اختصار:
1- برای اتصال فلزات غیر مشابه استفاده میشود.
2- پیوندهای محکمی را انجام میدهد.
3- کیفیتهای فلز دوگانه را حفظ میکند.
4- جوشها را در نواحی بزرگ انجام میدهد.
5- به ظرفیتهای پایین و کاربردهایش نیاز است.
6- حداقل تحریف فلزات دوگانه را تولید میکند.
7- قادر به جوش از راه دور جهت تغییر مکان میباشد.
8- قادر به جوشکاری در محیطهای غیر دوستانه میباشد
خطرات:
جوش انفجاری به یک موقعیت از راه دور نیاز دارد چون خطرات دسترسی و ذخیره سازی مواد منفجره را دارد و بنابراین به امنیت جدی نیاز دارد.
در خصوص جوشکاری حالت جامد Solid State Welding
که بین دو قطعه فلز بسیار صیقلی و تمیز که هر کدام از این دو دارای مجموعهای از بارهای مثبت و منفی میباشند و به گونهای که هر قطعه بدون عیب و با استحکام کافی دارای پایداری هستند اگر کاملاً به هم نزدیک شوند در شرایطی که ذکر میشود بهم میچسبند، این عمل در صورتی انجام میشود که الکترونهای در حال فرار از هر قطعه که بین آن دو مشترک میباشند در نتیجه نیروی عکسالعمل بین سطوح زیاد میگردد، بنابراین وقتی دو سطح کامل داشته باشیم، نیروهای عکسالعمل بین اتمها، خود بخود زیاد شده و یک اتصال محکم و قدرتمند را بوجود میآورد ولی آیا یک فلز صیقلی کامل میشود؟!
فلزات هرگز صیقلی کامل نمیخورد و هموراه ماکروسکوپی در سطح دارد و این خود مساحت واقعی تماس را چند برابر مقدار واقعی میکند.
وجود نقاط ناهموار میکروسکوپی، لایههای سطحی فلز دارای انرژی سطحی قابل ملاحظهای در اثر پیوندهای فلزی اشباع نشده، جاهای خالی و نیز نابجائیها میباشد. بنابراین عکسالمعلهای شدید بین اتمهای سطح فلز و محیط ایجاد میشوند. دقیقاً بلافاصله پس از سطح فلز، یک ابر پیوسته از الکترونهای متحرک موجود است که متناوباً از سطح جدا و به آن مجدداً میپیوندند، دانسیته بار این لایه که شامل دو قطب مثبت و منفی میباشد، ثابت نمیماند و به هندسه میکروسکوپی و سطح وابسته است. به همین دلیل لایههای سطحی فلز بسیار فعالند، سطح فلز همیشه با اکسیدهای مایع و گاز پوشانیده شده و هر گاه این سطح بطور ایدهآل و در فشار کمتر از میلیمتر جوه کاملاً تمیز شود، سطح فلز عاری از این اضافات میشود، ولی این سطوح تمیز مدت زیادی نمیتواند دوما داشته باشند، پس تشکیل اتصال قوی مابین فلزات در متد پیوند سرد با تغییر شکل دو جانبه و طی سه مرحله انجام میپذیرد:
1- نزدیکی کامل دو سطح مورد اتصال
2- شکل گیری اتصال بین فلزی
3- اتصال جوش قوی
زمینۀ جوشکاری، گرم شدن موضعی یا کلی و در نتیجه آن تغییر شکل دائمی یا جزئی میباشد، از این دید نیز جوشکاری مورد بررسی قرار میدهیم.
سه قسمت عمده در ایجاد یک پیوند مناسب بین فلزات عبارتند از:
1- سازگاری متالوژیکی با فرآیند خالص جوشکاری مورد نظر
2- قابلیت ایجاد قطعهای که از نظر مکانیکی سالم است
3- قابلیت سرویس تحت نیاز و شرایط ویژه (در حین کار)
سازگاری بدین معنا که فلز با فلز دیگر پیوند بخورد بدون آنکه سازنده فازهای الیاژی ناخواسته یا زیان آور گردد.
سلامتی مکانیکی نشان میدهد که پیوند جوشکاری با استانداردهای مهندسی و صنعتی مطابقت دارد یا خیر!
و اگر قطعه بوسیلۀ روشهای تشخیص عیب مانند رادیوگرافی، اولتراسوند یا سایر روشهای بازبینی ظاهر شوند، عاری از هر گونه ناپیوستگی، تخلخل گازی، انقباض، نفوذ ناقص، سرباره و تماس باشد و علاوه بر اینها شرایطی نظیر ضربه در دماهای پایین یا اعمال نیرو در دمای بالا و محیطهای خوردن انجام گیرد.
بهر شکل در پروسههای جوشکاری در دمای پایین یا بالا وجود یک اتصال فلزی خوب برای ایجاد جوش سالم ضروریست، پس باید سطح مورد جوشکاری عاری از هر گونه کثافت اعم از (روغن، چربی، رنگ، پوشش) و سایر مواد خارجی باشد.
شرکت های از داخل کشور باماارتباط ومراوت کاری دارند که درنهایت وباجسارت میگویم که تمام سفارشات تولید بیمتال وتری متال داخل که ماآنرا فلزات دوعنصری وسه عنصری مینامیم وباروش جوشکاری انفجاری تولید میشوند دراین سایت بخش خصوصی انجام میپذیرد.
Work Samples
 +
+
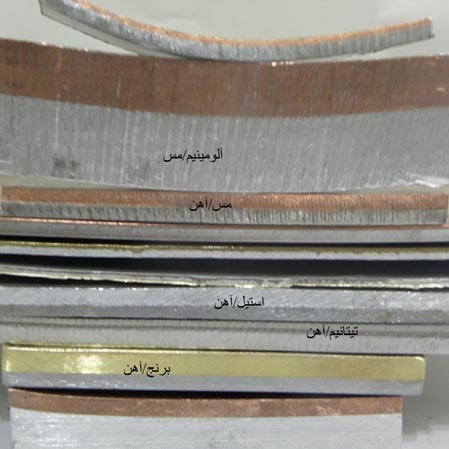
نمونه از فلز مس با سایر فلزات بابرشها یا قطعه آماده
مانند: استیل و آلومینیم
× +
+
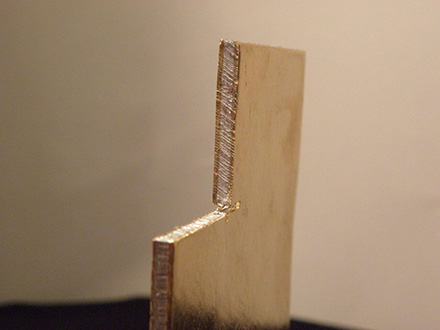
تری متال برنج - آلومینیم - برنج
× +
+
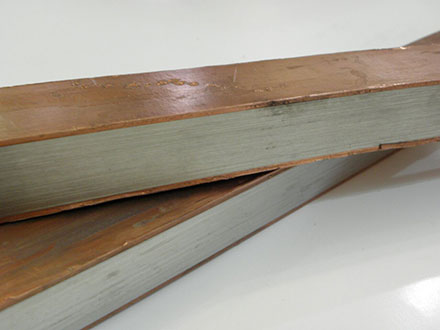
مس آلومینیم
× +
+
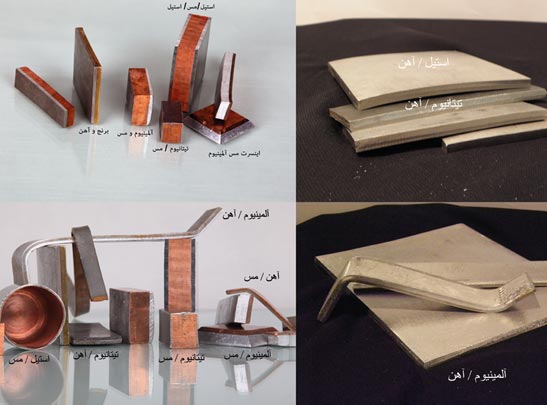
فلزات دو و چند عنصری مختلف
×Technical
 +
+
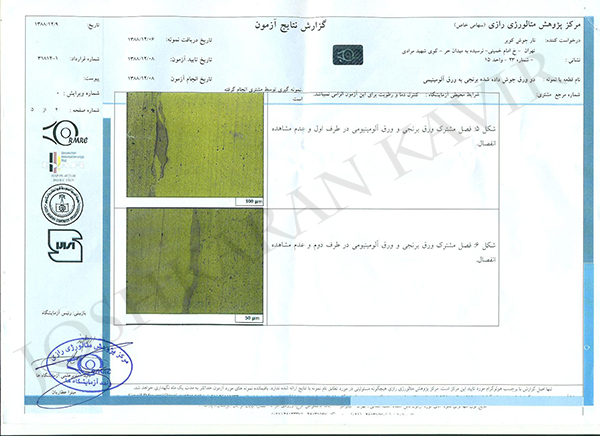
تاییده دریافتی متالوژی رازی یکی از معتبرترین آزمایشگاه متالوژی ایران
آزمایش میزان چسبندگی و بررسی فصل مشترک تری متال برنج آلومینیوم برنج
× +
+
تاییده دریافتی متالوژی رازی یکی از معتبرترین آزمایشگاه متالوژی ایران
آزمایش میزان چسبندگی و بررسی فصل مشترک تری متال برنج آلومینیوم برنج
× +
+
تاییده دریافتی متالوژی رازی یکی از معتبرترین آزمایشگاه متالوژی ایران
آزمایش میزان چسبندگی و بررسی فصل مشترک تری متال برنج آلومینیوم برنج
× +
+
سه لايه برنج - آلومينيم - برنج به عنوان نشان از توانمندي شركت در توليد اينگونه فلزات
× +
+
انواع فلزات که عمدتا فلزات : تیتانیم , استیل , آهن , اینکونل با مس
× +
+
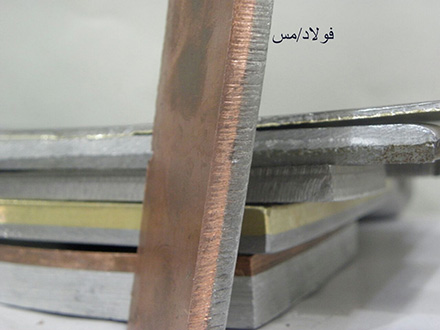
فولاد - مس
× +
+
قطعات تهیه شده از بیمتال آلومینیم , مس
× +
+
فلز سه لایه مس - أسیتل - مس برای حوزه الکترولیز
× +
+
تری متال برنج آلومینیم برنج
×About Me
بسمه تعالی
شرکت جوشکاران غیرهمنام کویر با اتکاء بردانش وتخصص وبا همت و پشتکارکه در راستای اعتلای تولید ملی ،خودکفایی وحمایت از کار وسرمایه این مرزوبوم داشت، درصدد به کارگیری صنعت جوش انفجاری برآمده که با این روش میتوان انواع ورق های نا (غیر) همجنس( بی متال و تری متال ) و همچنین فرم یا همان شکل دهی فلزات و نیز به هم کوبیدن سنگهای فلزی جهت مصارف خاص صنعتی تهیه و دراختیارصنعتگران داخلی قراردهد . هرچند راه مشقت باری را پیمودیم ولی رضایت و لبخند مصرف کننده برای ما ملاک بود که به آن رسیدیم، دانش فنی فوق الذکر بطور انحصاری در اختیار چندکشورخارجی واز جمله کشورمان میباشد، که بنابه درخواست وسفارش مشتریان داخلی محصولات فوق را درانواع و ابعاد مختلف تولید ودر اختیار صنعتگران قرارمی دهد و نهایتاً بخشی از نیاز داخلی را تامین می نماید.
شایان ذکراست این روش راه حل اقتصادی و بهینه در تولید متریال مقاوم دربرابرخوردگی و همچنین فلزاتی که درطراحی هادو منظور هستند بکارگیری می شوند، فلزات گران قیمتی که برای روکش نمودن متریال ارزان قیمت بکار گیری می شوند وازآن درضخامت های موردنظراستفاده میکند. از دیرباز ورقهایی مانند استیل خاص برروی آهن، مونل واینکونل یاتیتانیم را برروی آهن یااستیل معمولی، آلومینیم برروی مس و.... که کاربری وسیع در صنایع نفت، مجتمع های شیمیايی و صنایع برق وصنایع غذای و دریایی دارند.
جوشکاری انفجاری ( Explosive welding )
ازتکنیکهای جوشکاری،جوشکاری انفجاری فلزات همسان و غیرهمسان می باشد، مکانیزم این نوع جوشکاری ومزایا آن درذیل تشریح وبررسی میشود، دراین روش ازتوانمندی موادمنفجره بهره میبریم ،که آماده سازی آن بخودی خود مقوله جدای است .
جوشکاری یکی از تکنیک های اصلی اتصال فلزات محسوب می شود و جوشکاری انفجاری یک فرآیند حالت جامد است که طی آن فشارناشی ازانفجاریک ماده منفجره غیر حساس وکنترل شده موجب حرکت سریع یک صفحه فلزی می گرد د، این صفحه فلزی پر سرعت که ما آن را صفحه پرنده می نامیم پس از برخورد مایل با یک صفحه ثابت که صفحه هدف نام داردباآن ایجادپیوندبسیارمحکمی می نماید،اگرچه به دلیل عدم اعمال منبع گرمایی خارجی این فرآیند راسردمیدانیم اما برخورداین دوصفحه باعث بالا رفتن موضعی دما درفصل مشترک دوصفحه خواهدشد وفشارموجودتغییرشکل پلاستیکی دوصفحه راباعث می شود. ترکیب دما،فشاروجریان موادقادراست درفصل مشترک چنان پیوندی ایجاد نمایید که معمولا استحکام آن ازاستحکام صفحات مادر کمتر نیست با اینکه ازاین روش می توان دو یا چند قطعه ازفلزات همجنس یاغیرهمجنس را بهم متصل نمود .اما مزیت صنعتی ویژه این فناوری دراتصال فلزات غیرهمجنس به یکدیگر که از راه های دیگر قابل اتصال بهم نیستند می باشد.تحلیل علمی و فنی جوشکاری با تکیه بر فرآیندهای مختلف آن و به ویژه در مورد قطعات فولادی، یکی از موارد مهمی است که در زمینه طراحی اتصالات می تواند مورد توجه قرار گیرد. در روش های مختلف جوش ذوبی، ذوب نسبی اجزا در یک ناحیه مشترک رخ می دهد، مواد زايد به سطح مذاب رانده می شود و در پروسه انجماد، اتصال متالوژیکی بین اجزا فراهم می آید، تا دو فلزدرفشاربالابهم متصل شوند و سیستم مرکب حاصل، یک اتصال متالوژیکی پایدار است. توضیحات بیشتردرقسمت مدفنی با تصاویر خود دنبال نمایید.

Contact Us
ایران , سمنان , جاده سمنان _فیروز کوه , پشت سل سرخ , ابتدای جاده روستای گله رو , کارخانه جوشکاران کویر
Iran , Semnan , Semnan Road - Firouzkoh , Back Sel Sorkh , Beginning of the road to the village of Galehro , joshkaran kavir Factory
On Day Of Production
صفحات خام اولیه آماده برای فرایند

صفحات خام اولیه آماده برای فرایند

خرج گذاری صفحات پرنده

چیدن صفحات برای فرایند

صفحات آماده شده بعد از فرایند(انفجار)

انفجار
فرایند جوش انفجاری و تولید محصول